Pivotal role by the company’s first plant provides impetus to the overall manufacturing operations
There can never be a dull moment during the drive on coastal roads in India replete with its rich diversity of ecosystem, culture and heritage. The glimpses of the same are discernible during such a trip, however brief it may be, providing intriguing moments and experiences to cherish during the memory rewind.
And our drive to the Ennore plant of Ashok Leyland Ltd. (AL) was no exception. The plant located at Ennore is about 16 km from Chennai city proper and proximate to the cluster of petrochemical/chemical, process, power, port and allied sector industries.

The drive up north from the Chennai port is via the Ennore high road bordering the Bay of Bengal on the one side and the industrial zone on the other.
While getting soaked in the alluring ambience, one cannot miss noticing the long queue of trucks, possibly several km, parked on the roadside and waiting for the clearances to enter the port; and oh yes, we could see mainly varied models of AL trucks, and tractor-trailers in the queue. The long line of trucks reflects the typical dichotomy often encountered in our society, viz., port-related operations bringing out vibrancy of the economy on the one hand and on the other highlighting also the infrastructure deficiencies and inadequacies.
However, on an optimistic note, it does reflect the enormous business opportunities in the infrastructure domain awaiting to be tapped. The random thoughts on the subject come to an abrupt end upon sighting the entrance gate of the Ennore plant of AL.
Trek thro’ history
We entered the admin building with its lofty ceiling and softly lit corridor; and our attention immediately fell upon the corridor wall pictures depicting the company’s passage through history. It was indeed a humbling experience to realise that we were at the same place where AL had its start in 1948 as Ashok Motors.
It was founded by Mr. Raghunandan Saran and set up in collaboration with Austin Motor Company, England, to assemble Austin A 40 and A 70 cars.
During the early 1950s, associated as it was with Leyland of the UK under an agreement to import, assemble and manufacture trucks. Ashok Motors became Ashok Leyland in 1955 with equity participation from Leyland Motors Ltd.

During the initial meeting with Mr. K.V. Natarajan, Plant Head – Ennore, he gave a brief outline of the plant operations and asked us to go around the various shops of the factory and meet him subsequently for the interaction (included elsewhere).
The Ennore plant, one of AL’s crown jewels, produces chassis, engine and gearbox indicated Mr. E. Suresh Kumar, Senior Manager, Functional Excellence & Mission Gemba. He gave an absorbing presentation of history, infrastructure and operations of the Ennore unit before the plant visit.
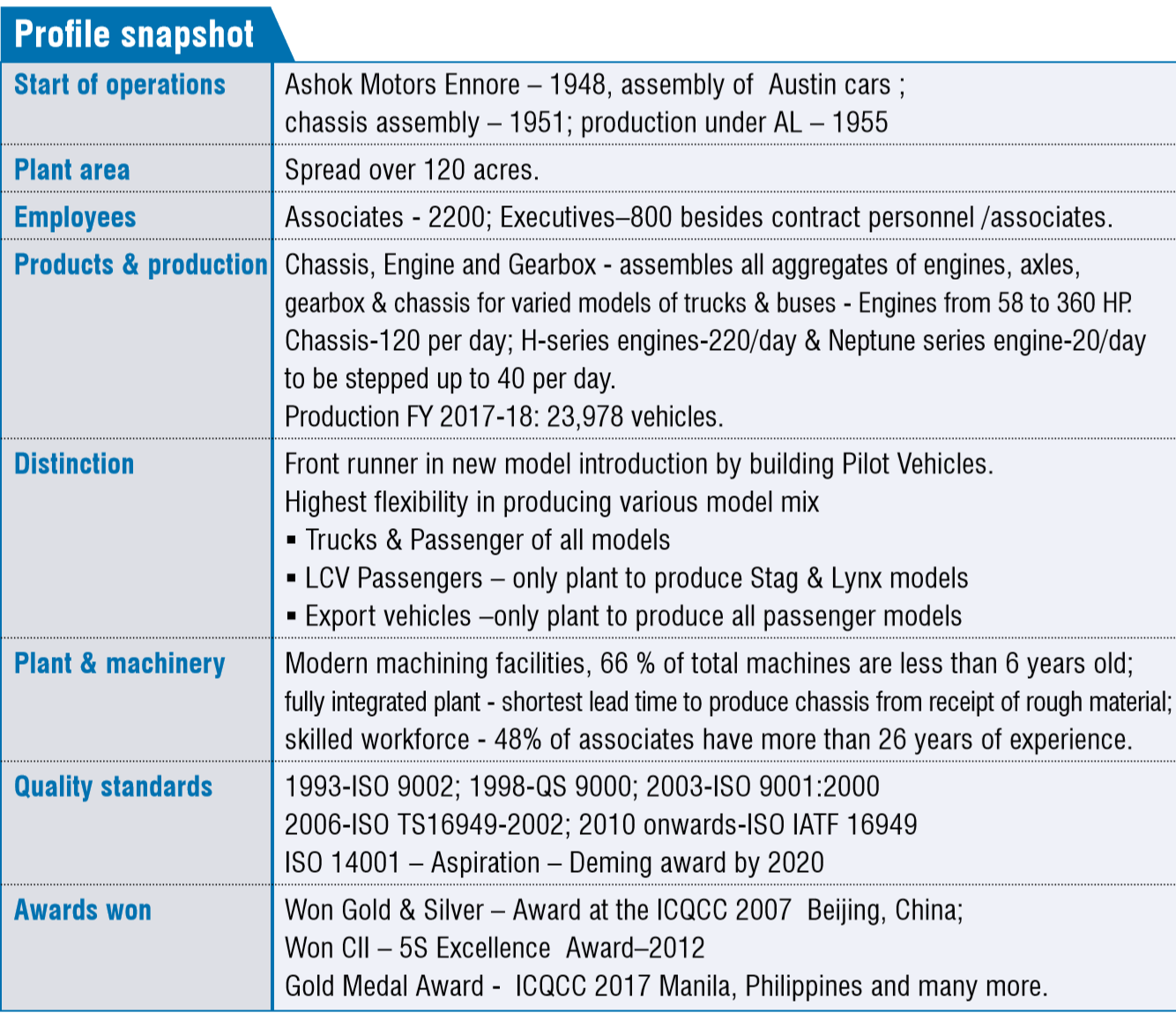
The first lot Leyland chassis assembled by Ashok Motors at Ennore in 1951 were Comet 350-Engine tippers, four vehicles sold to the Mangalore Tile Factory, and under AL, during the 1st year of operations in 1955, 1,000 chassis were rolled out. The Ennore plant produced 23,798 chassis in FY ’18 and production peaked at 30,915 chassis in FY ’16 & FY ’17.
In the TQM journey, starting with ISO 9002 in 1993, they moved through various levels in sync with the progression of standards, and from 2010 onwards, following ISO IATF 16949, ISO 14001, he added. (For more details, refer to the profile snapshot appended.)
The company also has a passenger train railway line running through the campus with various plant shops located on either side. The land was gifted to the Railways to facilitate east coast travel, and AL has also gifted part of its land for the road construction, we were informed – a benevolent move indeed.
Shop floor visit
Our first stop in the visit was at the all-important engine shop. The few things that struck us at the outset were the quality and safety messages prominently displayed all over and the neat layout of the shop with clear operations-related instructions at various sections.

The H-series engines and Neptune series engines are manufactured utilising state-of-the-art technology and latest machines, some of which include cam profile milling & crank pin milling, cam profile grinding & crank pin grinding, honing and mass & dynamic balancing. We could see the assembly of the H-series engines on the conveyor line.
Quality checks are ensured at the critical stages, and if the same did not meet the specs, the conveyor movement we were told will stop. It did happen during our visit and, of course, it started again after the necessary rectification.
Also seen were the automated test rigs and the QC-approved finished engines ready for further assembly at the chassis conveyor line, and many packed for despatch to other Plants.
Ennore is one of the main units supplying engines to the other AL plants.
The next shop visited was the axle beam and arm assembly shop. Robots were seen working in conjunction with the machining centres, and with automation effected therein, the productivity and accuracy of the components have significantly gone up.

The next was the gears and gearbox shop, and herein we could see several world-renowned makes of machines for operations like grinding, hobbing, shaping & tooth chamfering producing the gears and other assembly components for the varied models of gearboxes.
The gearbox assembly was done on a moving slat conveyor with 14 stages with features like pick & place arrangement for material shifting from sub-assembly to the main assembly and electric nut runner for accurate torque control.
We had to travel by the railway road under the bridge to reach some of the shops, and we recalled the reference during the briefing.
The last stop was the most interesting chassis assembly conveyor line wherein the trucks and buses take shape utilising various components and subassemblies. Herein we could see the impressive synchronisation of men, machines and equipment for completing various tasks at each stage within the takt time.
The conveyor line is suited for taking up all products with features like quality gates, pit facility for underneath inspection/fitment and JIT concepts for material supply. Some of the improvements in quality and delivery in 2018 vis-a-vis 2011 include vehicles per 100 men at 23.81 (12.35 in 2011), lead time-lay down to market at 20 hrs (180 hrs in 2011) and defects per vehicle (DPV) performance at 0.2 DPV (7.4 DPV in 2011).
The shared data definitely highlighted the impressive growth on the manufacturing front.
Empowerment, CSR and Green initiatives
The dedicated and passionate involvement of employees in every facet of operations forms the crucial link in the success of any company, and this could be readily seen in AL. The mutual trust and bond forged enabled the company to overcome several testing times in the past.

Empowering employees is effected through initiatives of employees, their families and the company CSR. AL’s mission Gemba, a Japanese approach to solve problems and bottlenecks in various production stages, has resulted in morale improvement and attitudinal alignment, fostering agility and flexibility.
As for employees’ family initiatives, various programs are conducted, from factory visits to helping out the wards in their academic activities, personality development to vocational guidance. On the CSR front, AL lends its helping hand to the under-privileged people, conducting health and blood donation camps, constructing school buildings and implementing the women empowerment-orientation program for entrepreneurship.
Sustainability and environment care are being given a special thrust and we could see the location where AL has done the afforestation in a small area with the Japanese technique, Miawaki. The plant has 30% of the area with green cover, about 18,000 trees of various species and zero discharge of effluents from their boundaries.
During our shop floor visit, we could see a group of associates surrounding a person and congratulating him. The man, an associate, was beaming with joy and accepting all the felicitations. We learnt that he was retiring. It was his last day in AL, and the associate with rich experience had contributed decades of service in making a difference.
He was for sure happy that it has been acknowledged by the company all through, and his family supported on various fronts for the betterment. The person who drove us in an MUV to various locations inside the plant took keen interest in showing us the old test track and explaining some of the details in the special garden near the effluent treatment plant.

He was also with us all through the drive giving details of the location of various shops and what to see next – an amazing involvement indeed. We learnt that he was an ex-security person who wanted to continue his association after retirement, and the company accommodated him in a different role.
We saw in AL a vivid illustration of both the tangible and intangible strengths, and with such a committed ground level workforce, diligent executives and able leadership, we are certainly going to hear more about the Ennore unit’s significant contribution in the years ahead.